


钢衬PP管道液体的输送,磨损主要在流体变向处,以及按装阀门的下游(球阀、蝶阀更为严重)的25mm~1600mm的直管,因阀门启闭致使流体变向,从而导致流体对管壁局部冲刷引起磨损,致使管道损坏。
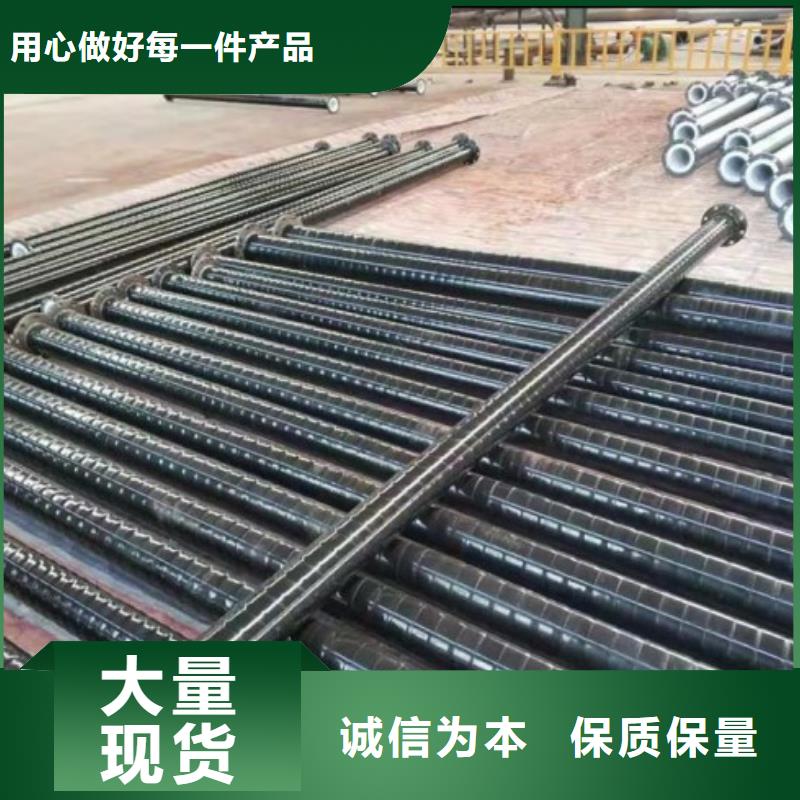
钢衬塑管道特性:
1、循环水管道、产品采用先进的滚塑工艺整体一次成型;
2、衬里致密度高,整体性强,无内应力;
3、无接头,无焊缝;
4、不脱落,不龟裂;
5、无气泡,钢塑间无空隙,耐负压;
6、耐腐蚀,耐压,机械强度;耐老化,耐磨损,使用温度范围广;
7、任何形状钢件、非标件均可衬;
纵横机械是一家专业研发,生产,销售衬塑管,碳钢衬塑管,钢衬塑管,钢衬PE管道,钢衬PO管道,钢塑复合管,衬塑管道,衬塑钢管,衬塑管件,设备衬塑等系列,非标、成套系列衬塑设备的高新技术股份制企业.公司生产的衬塑管道具有耐腐蚀,缓结垢,不脱层,防腐性能好,抗渗透性好,规格齐全,设备先进,规模大,被广泛应用于化工,生物,冶金,电力,冶炼,制药,食品,环保等领域。企业致力于环保节能新型产品的开发、研究与应用。产品已覆盖国内三十多个省市,远销十多个地区,受到客户的一致好评和赖。


纵横机械制造(南通市分公司)座落于空港产业集聚区 ,地理位置得天独厚,交通运输j i为方便。主营产品: 内衬塑外镀锌,并得到用户的一致好评和肯定,在本行业享有一定的盛誉。我公司宗旨:诚信为本,质量可靠,互惠互利,共谋发展! 纵横机械制造(南通市分公司)向新老朋友和广大客户对本公司的支持表示衷心得感谢,愿我们长期合作,共同发展。



衬塑管道蝶阀安装操作重点
衬塑管道随着新型管道的相继推出,用于输送燃气的管道采用涂塑管,内外涂塑管是一种燃气专用管道,该管材可以输送任何气体,包括:天然气、瓦斯、沼气、煤气等,是一种多功能型管道。
衬塑管道即钢衬塑复合管,是以普通碳素钢管作为基础,内衬化学性优良的热塑性塑料,经冷拉复合或滚塑成型,它既有钢管的机械性能,又有塑料管的耐腐蚀性能,缓结垢,不易生长生物的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。
衬塑管件典型应用:适用于一般腐蚀性液体介质输送,更适用于生活用水和饮用冷热水的输送,输水时,不影响水质,符合食品卫生要求,高耐磨高密度聚乙烯管可广泛用于固液浆体如煤炭、矿砂的输送。广泛用于石油化工制品电力自来水环保等行业。
有客户在现场遇到个让人头痛的问题,他们买了一个阀门厂的蝶阀,属于废气处理系统,系统压力基本都是常压,选择大口径蝶阀,用户是国有企业,必须进行压力等工作才能安装,因为口径较大,压力等都是麻烦的事情,而且费用较高,有无需二次检验即可安装的规格吗?钢衬塑管道试压要给费用吗??
试压是必要的,如果安装在漏水的地方很难处理,然后拆下来修理更麻烦。 业主也要给这部分试压费用!! 阀门不能无压力测试,内衬塑料管根据你说的管道不应是压力管,根据规范GB50184-2011工业金属管工程施工质量验收规范4.0.3对C型流体阀进行10%抽查,不少于1;D型流体阀5%抽查不少于1;) C型流体是指不包括D不燃、或毒性程度轻的流体管道。 流体的D型是指:不易燃,或有毒到轻危害程度,设计压力小于或等于1.0MPa且设计温度高于-20摄氏度但不高于185摄氏度的流体管道.。 你看抽查比例对阀门进厂检验,压力不合格,阀门厂家负责处理,用户自然不愿意冒塑料内衬管道的风险。


衬塑管道的生产工艺是热滚塑工艺,还有一种管道也叫衬塑管,但它的制作工艺是喷涂,二者的区别很大,前者的内衬层较厚,厚度不会低于3mm,主要应用在化工行业,后者的内衬层只有不到1mm,非常的薄,主要是民用输水管道,用在建筑行业,由于名字较为相似因此被很多人误以为二者是一种东西,其实不然,在这里向大家澄清一下,前者是化工专用钢衬塑管道,后者是民用镀锌衬塑管,当然在价格上也会有很大差别。 钢衬塑管道生产工艺主要流程
钢衬塑管道流程简图
原材料 → 切割取料 → 修整 → 调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 回炉流平 → 表面修整 → 油漆 → 标识 → 包装 →入库;
钢衬塑管道文字说明
壳体半成品制作
按照公司生产计划和采购计划,购入各种符合要求的原材料,经理化检测后,按规定尺寸由金属管道专用切割机取料,把初取料用数控车床修整,经尺寸检验合格,利用法兰盘精度控制检测仪分别在直管和配件调直对眼机上进行法兰点焊,然后按规格大小分别用自动埋弧焊和气体保护焊焊接成壳体半成品。
打磨除锈处理
经检验合格后的壳体半成品用直压型开放式喷砂机进行内外表面除锈处理,除锈等级达到Sa3级,再将除锈后的壳体半成品内壁进行适度打磨,使钢管内壁呈毛玻璃状,以增加滚衬时塑料和钢管的粘接力和致密性,同时进一步除去焊渣和铁屑、铁锈,保证下道滚塑工序的产品质量。
加热滚塑
将经过预处理的壳体半成品按不同规格型号分别送入自动化加热炉加热,利用智能电子温控仪控制加热升温过程,以便壳体充分受热,热能控制仪显示壳体已达到设定热能状态后,利用智能输料控制器和自动定量送料机将设定的粉料送入钢管内壁,并在旋转装置中完成自动滚衬过程。
流平修整
将 步滚塑后的制成品转入另外一台设定温度相对较低的自动化加热炉,利用旋转装置在炉内缓慢转动,使粘附在钢管内壁表面未完全熔融的热塑性粉料进一步融化,在逐步降温冷却后出炉,并对外表面进行美观修整。
油漆包装
对已滚塑好的成品进行规定的各种型式试验,将检验合格的产品采用底漆、中漆、面漆三道油漆处理,并按标准标识和包装(油漆、标识和包装也可按客户要求)。
钢衬塑管道法兰焊接注意事项:
首先:法兰和管子之间要保持垂直状态,这一点很重要,如果不垂直结果就会导致管线歪曲,管线越长,歪曲度就越大。
其次:焊接不能有盲点,法兰内径肯定要比管道外径大,焊接过程要仔细,要全焊,不能出现所谓的漏点。
第三:管子两头的法兰焊接时法兰孔要对准,保持在一条线上,方便以后安装。
第四:法兰和管子之间的焊接缝隙要处理,进行打磨,内外都要进行打磨,外边是为了美观,里边必须要平整,否则影响衬塑效果。


